内容摘要:做软板上的胶带模切,因图纸一般都较复杂,所以更要用心审图,来解读客户的需求。我们先看这款产品的结构:两个双面胶产
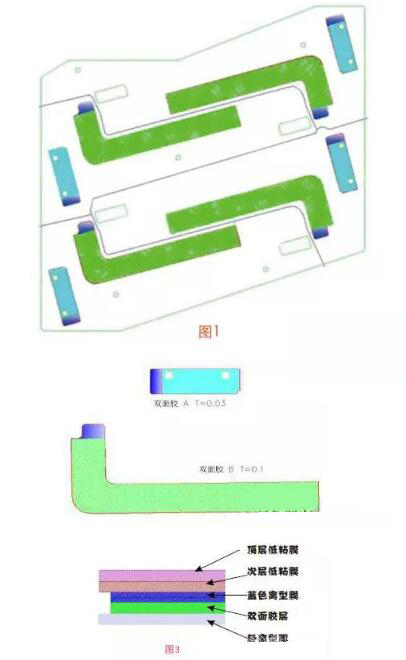
做FPC上的胶带模切,因图纸一般都较复杂,所以更要用心审图,来解读客户的需求。我们先看这款产品的结构:两个双面胶产品为一个组合,每个双面胶产品有一个独立的手柄位,然后一组有一个次层低粘膜承载,四组再共一个顶层低粘膜,整个产品如图1.2.3所示,为4层结构,5个料合成。
材料选择:
因为两个双面胶产品的厚度不同,胶的粘度也有差别,所以蓝色离型膜的离型力要在这二种不同胶性之间取平衡的临界值,要通过自己测试来确定离型膜的克数。两层低粘的材料,要一重一轻,次层低粘膜的克数根据蓝色离型膜的离型力来定,顶层的要更轻的低粘膜,只要能平贴住不掉,就基本没问题。
本案例选用65-80克蓝色离型膜,次层低粘膜使用5-9克,顶层低粘膜使用1-3克。
刀模设计:本案例只讨论小孔套位模具。
工艺设计:
由于两个胶是不相同的,所以分两次把胶域先冲出来,冲之前要先贴合。两个胶先成型哪一个都可以,胶面上要有两面离型的离型纸(或已自带),因为后贴的那个胶要压在先成形的胶上,为了利于排废必须选用双面离型纸覆在胶面。

图4为第一工序成型的模具,从胶自身离型纸(双面离型)面模切,切到离型膜,刀痕不可太深,否则后期会发生反离型。中间加排废刀方便把废料从两边拉出。注意胶都成了孤岛了,离型纸如果脱落必须采取措施,否则后一次工序会把胶拉走,造成空贴不良。
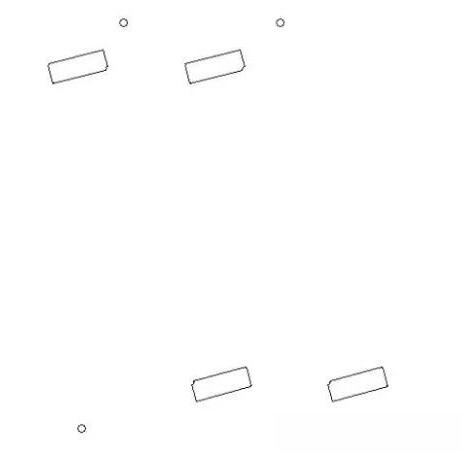
图5为第二工序成型:另一个双面胶,分两条胶贴在相应的位置,套位切半断,注意离型膜上的刀痕不可太深。贴合和排废时注意第一工序冲出来的双面胶,避免使其脱落或移位,发现不良应及时采取施。如:收卷张力过大会导致孤岛产品移位,贴合张力过大会导致产品料带曲,收卷后再次拉平也可能会出现移位、皱褶等不良。
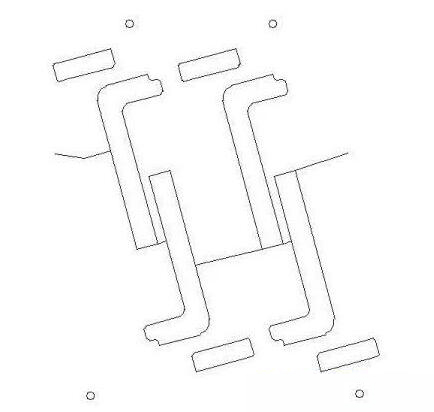
图6为第三工序成型:产品手柄蓝膜。如果前面两工序没有出现异常,用PI单面胶带(边角料)拉去胶上的离型纸,把蓝色离型膜贴合上去,注意不要盖到定位孔。贴合需保证平整、无移位等现象。从蓝色离型膜面模切,切半断成型。刀模开内角10度,垫刀泡棉45-65度,内框边缘向内缩,一般在0.025-0.08mm之间,避免双面胶溢胶造成尺寸不良。
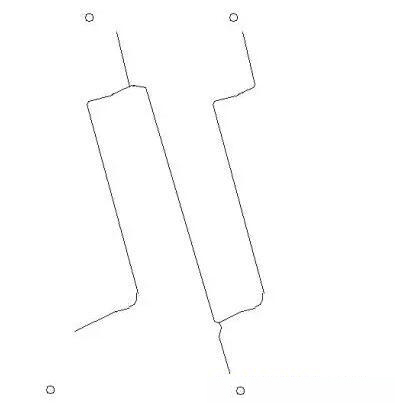
图7为第四工序成型,此工序主要是把次层的低粘膜冲型,注意贴合要用六英寸以上卷芯收卷,必须保证不能因张力或卷芯小导致材料皱,一旦起皱,产品必定移位。冲断低粘膜,垫刀泡棉压力要控制,防止溢胶。
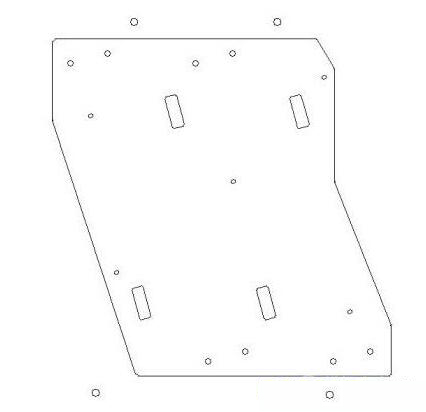
图8,如果前面的几次工序均能把要注意的细节处理好,则成品就要出现了。这一工序是产品尺寸的重点管控对象,所有的定位孔都在里。长方形的那个是让位孔,但它不是重点,重点是那些挂PIN的小孔。有经验的客户在图纸上都会注明FPC收缩量X=x.xxx,Y=x.xxx,这种现象是说他的FPC产品,有着一个缩放量值。因为FPC的加工过程有影响到其本身产品的收缩,做上面的背胶当然要注意这个细节。这个只能根据客户实际使用的情况和材料本身的特性来考虑模具的缩放量值。最后,由于轻离型膜上面有刀痕,成型后的产品应把过程用的离型膜换掉,这样能降低离型不良的投诉。
本案这个产品的小孔不多,有的FPC能达到200多个小孔,定位PIN能有几十个,一般情况下要开五金模。
 平板电脑摄像头FPC
平板电脑摄像头FPC POS机天线FPC
POS机天线FPC POS机天线FPC
POS机天线FPC 手机天线FPC
手机天线FPC